


答案:A


答案:A


解析:### 切屑的基本形态
在金属切削过程中,切屑的形成有几种基本形态,主要包括:
1. **连续切屑**:这种切屑形态较为平滑,通常在切削速度较高、切削条件良好的情况下形成,切削力相对较小。
2. **崩碎切屑**:这种切屑形态较为碎裂,通常在切削条件不佳、材料硬度较高或切削速度较低时形成,切削力较大。
3. **片状切屑**:这种切屑形态呈片状,通常在某些特定材料或切削条件下形成,切削力介于连续切屑和崩碎切屑之间。
4. **粉末状切屑**:这种切屑形态非常细小,通常在极端条件下形成,切削力相对较小。
### 切削力的比较
在切削过程中,切削力的大小与切屑的形态有很大的关系。崩碎切屑虽然在某些情况下会产生较大的切削力,但并不是所有情况下都是最大的。实际上,形成崩碎切屑时,切削力的大小还受到切削速度、刀具材料、切削深度等多种因素的影响。
### 例子联想
想象一下,你在厨房里切菜。你用刀切一个新鲜的西红柿,刀刃锋利,切出来的切片光滑而整齐,这就类似于“连续切屑”。而如果你用钝刀去切一个硬的胡萝卜,刀刃可能会崩裂胡萝卜,形成碎片,这就类似于“崩碎切屑”。在这个过程中,使用钝刀切胡萝卜时,你会感到需要施加更大的力量,这就反映了切削力的增加。
### 结论
综上所述,崩碎切屑并不是切削力最大的切屑形态,切削力的大小还与其他因素密切相关。因此,题目中的说法是错误的,答案选择“B:错误”是正确的。
A. 0.1mm/格
B. 0.001mm/格
C. 0.01mm/格
D. 1mm/格
A. 增大毛坯的形状误差
B. 精化毛坯
C. 粗化毛坯并增大毛坯的形状误差
D. 增加毛坯的余量
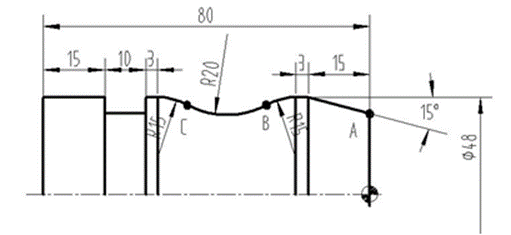
A. (X39.69 Z0;X44. 11 Z-25.29;X44.11 Z-44.71)
B. (X39.96 Z0;X44.11 Z-25.29;X44.11 Z-454.71)
C. (X39.96 Z0;X44.911 Z-25.29;X44. 11 Z-44.71)
D. (X39.96 Z0;X44.11 Z-25.29;X44. 11 Z-44.71)
A. 工件的安装位置
B. 以下都是
C. 工装夹具的尺寸关系
D. 刀具的长度和机床的结构
A. M01
B. 单段
C. 跳步
D. 空运行
A. 软卡爪
B. 辅助支撑
C. 卡盘
D. 开缝套筒


