



A、 以加工状态装夹时,生产控制测量时应该使用生产夹具
B、 夹具必须能够夹紧零件以保证测量过程中不会发生移动
C、 使用磁体不会对测量结果造成影响,因为探针没有磁性
答案:B


A、 以加工状态装夹时,生产控制测量时应该使用生产夹具
B、 夹具必须能够夹紧零件以保证测量过程中不会发生移动
C、 使用磁体不会对测量结果造成影响,因为探针没有磁性
答案:B


A. 形状
B. 位置
C. 形状与位置
D. 均无影响
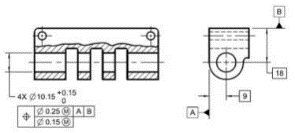 图23零件示意图
图23零件示意图
A. 10.3
B. 10.05
C. 10
D. 9.9
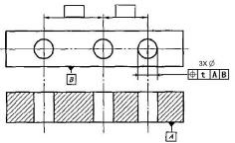 所示,其位置度相对基准A和B,说法不正确的是( )(单选)
所示,其位置度相对基准A和B,说法不正确的是( )(单选)
A. 该公差带为给定方向
B. 各孔的测得(实际)中心线在给定方向上应各自限定在间距等于t的平行平面内,每对平行平面对称于由基准平面A、B和理论正确尺寸确定理论正确位置
C. 必要时,可选择仅平移最佳拟合坐标系对数据进行处理
D. 该公差带为任意方向
A. TextOnly
B. TextAndCAD
C. CADOnly
D. PPAP
A. 测量6槽中分面直接求与A基准的位置度
B. 评价之前需用6槽中分面最佳拟合坐标系,以消除角度误差
C. 当被测零件厚度较小时,可用中心线代替中心面
D. 可用不同固定直径与圆6中分线相交,求交点的位置度
A. 名义尺寸
B. 合成边界
C. 最大实体实效边界
D. 实际包容面

A. 10次
B. 9次
C. 8次
D. 7次
A. 测量工件前需要先校验测头
B. 测头加载测针的重量必须在要求的范围内
C. 测头加载测针的长度必须在要求的范围内
D. 测头校验目的只是校验红宝石球的直径
A. 同轴度
B. 径向全跳动
C. 任意方向直线度
D. 任意方向垂直度
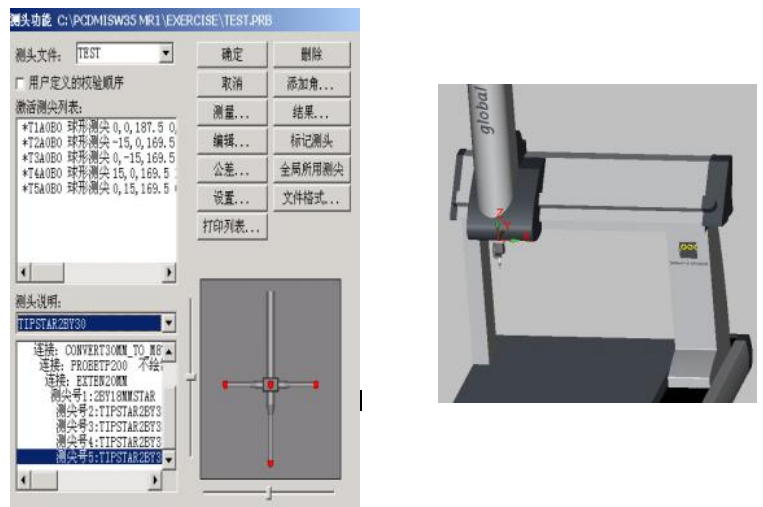
A. TIPSTAR2BY30(指向默认机器坐标轴X+)
B. TIPSTAR2BY30(指向默认机器坐标轴Y+)
C. TIPSTAR2BY30(指向默认机器坐标轴X-)
D. TIPSTAR2BY30(指向默认机器坐标轴Y-)

