



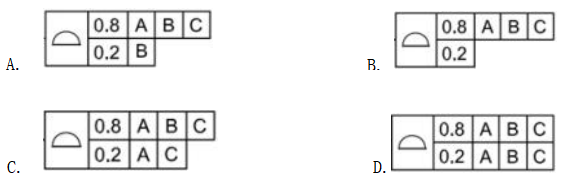
A、 A
B、 B
C、 C
D、 D
答案:AC


A、 A
B、 B
C、 C
D、 D
答案:AC



A. 原点
B. 刺穿
C. 套用
D. 偏置点
A. 分辨力
B. 最大允许误差
C. 测量范围
D. 重量
E. 长度
A. 以加工状态装夹时,生产控制测量时应该使用生产夹具
B. 夹具必须能够夹紧零件以保证测量过程中不会发生移动
C. 使用磁体不会对测量结果造成影响,因为探针没有磁性
A. 最小二乘方法
B. 最小间隔法
C. 最大内接切
D. 最小外接
A. 七
B. 五
C. 六
D. 八
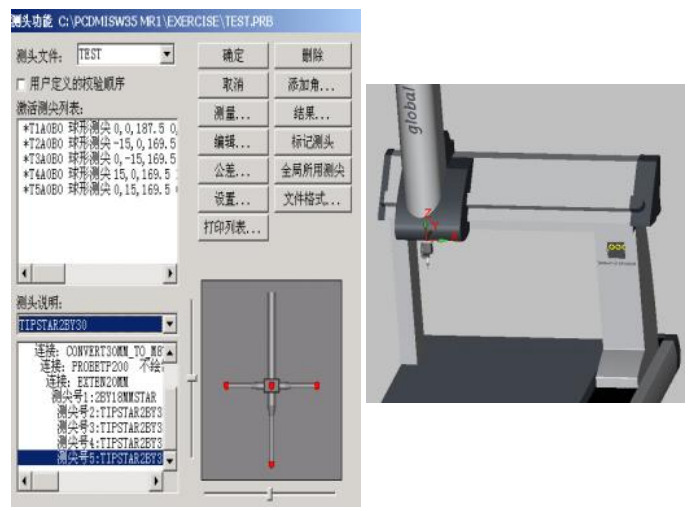
A. TIPSTAR2BY30(指向默认机器坐标轴X+)
B. TIPSTAR2BY30(指向默认机器坐标轴Y+)
C. TIPSTAR2BY30(指向默认机器坐标轴X-)
D. TIPSTAR2BY30(指向默认机器坐标轴Y-)
A. SHIFT+F2:打开颜色编辑器
B. SHIFT+F5:在直角和极坐标之间切换
C. SHIFT+F7:在直角和极坐标之间切换
D. SHIFT+F4:打开颜色编辑器
A. 分辨力
B. 最大允许误差
C. 测量范围
D. 零件重量
A. ASME14.5计算轮廓度值是最大值减去最小值
B. 可以使用扫描方式或者把矢量点构造成特征组的方式测量曲线并评价
C. 评价轮廓度必须有理论值和实测值
D. ISO标准计算轮廓度值是最大偏差的两倍
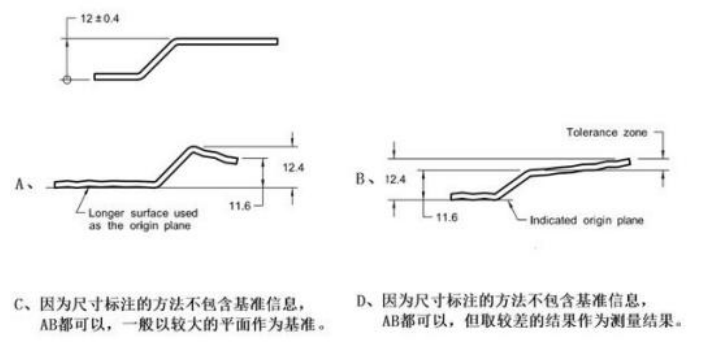
A. A
B. B
C. C
D. D

