



A、 计量型数据极差控制图的控制限可以为负值
B、 控制限可以是不固定的值
C、 计数性数据平均值与标准差控制图的控制限和规格上下限无关
D、 以上全对
答案:B


A、 计量型数据极差控制图的控制限可以为负值
B、 控制限可以是不固定的值
C、 计数性数据平均值与标准差控制图的控制限和规格上下限无关
D、 以上全对
答案:B


A. 夹具的稳定性对测量准确性很重要,所以测量前一定要检查测量零件的稳定性
B. 校验测头前一定要将标准球固定,并保证标准球的洁净
C. 校验测头前一定保证测头,测针,加长杆是拧紧状态,并保证红宝石球的洁净
D. 校验完某一个测针后,发现测针松动了,只需拧紧使用,而不需要重新校验
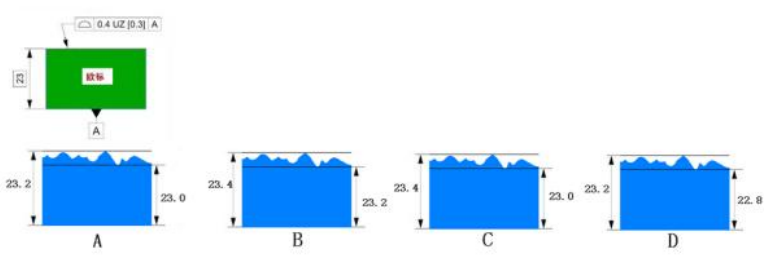
A. A
B. B
C. C
D. D
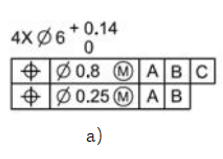 图11标注示例
图11标注示例
A. 图中第一格φ0.8公差控制相对基准A,B,C的方向和位置
B. 图中第二格φ0.25公差控制相对基准A,B的方向和位置
C. 图中第二格φ0.25公差只控制相对基准A,B的位置
D. 图中第二格φ0.25公差只控制相对基准A,B的方向
A. 方向,垂直度
B. 形状,直线度
C. 尺寸,偏差
D. 位置,位置度
A. 给定方向上的线位置度公差值前应加注符号”Φ”
B. 标注圆锥面的圆度公差时,指引线箭头应指向圆锥轮廓面的垂直方向
C. 标注斜向圆跳动时,指引线箭头应与轴线垂直
A. 以加工状态装夹时,生产控制测量时应该使用生产夹具
B. 夹具必须能够夹紧零件以保证测量过程中不会发生移动
C. 使用磁体不会对测量结果造成影响,因为探针没有磁性
A. 最小二乘方法
B. 最小间隔法
C. 最大内接切
D. 最小外接
A. 两点尺寸
B. 最大内切尺寸
C. 最小外接尺寸
D. 最小二乘尺寸
A. F5-ID设置
B. F10-ID设置
C. F7-ID设置
D. F6-ID设置
A. 与端面对轴线的垂直度公差带形状相同
B. 属于位置公。
C. 属于跳动公差
D. 与平行度控制效果相同

