



A、 熔炼焊剂
B、 粘结焊剂
C、 烧结焊剂
D、 活性焊剂
E、 中性焊剂
答案:ABC
解析:解析:1.焊剂的分类。(1)根据生产工艺的不同分类:焊剂可分为熔炼焊剂、粘结焊剂和烧结焊剂。



A、 熔炼焊剂
B、 粘结焊剂
C、 烧结焊剂
D、 活性焊剂
E、 中性焊剂
答案:ABC
解析:解析:1.焊剂的分类。(1)根据生产工艺的不同分类:焊剂可分为熔炼焊剂、粘结焊剂和烧结焊剂。



A. 并保温缓冷。"
B. 焊条烘干
C. 改变焊接工艺
D. 焊前预热
E. 焊后热处理
F. 减少应力
解析:解析:(2)防止产生延迟裂纹的措施。1)应采取焊条烘干、减少应力、焊前预热、焊后热处理措施外,尽量严格执行焊后热消氢处理的工艺,必要时打磨焊缝余高。2)对容易产生焊接延迟裂纹的钢材,焊后应及时进行热处理。当不能及时进行热处理时,应在焊后立即均匀加热至200~350C
A. 弯曲变形
B. 扭曲变形
C. 焊缝回转变形
D. 失稳波浪变形
E. 焊缝纵向收缩变形
解析:解析:焊接变形可分为在焊接热过程中发生的瞬态热变形和室温条件下的残余变形。残余变形可分为焊件的面内变形和面外变形。1.面内变形:可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形。2.面外变形:可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
A. 药皮还原性强
B. 对水、锈产生的气孔敏感
C. 可交直流两用
D. 焊接烟尘少
E. 扩散氢含量低
解析:解析:碱性焊条与酸性焊条工艺性能对比表1H412031碱性焊条:药皮氧化还原性强,对水、锈产生气孔的敏感性:敏感;电源极性:直流、反极性;焊接烟尘:较多;扩散氢含量:低。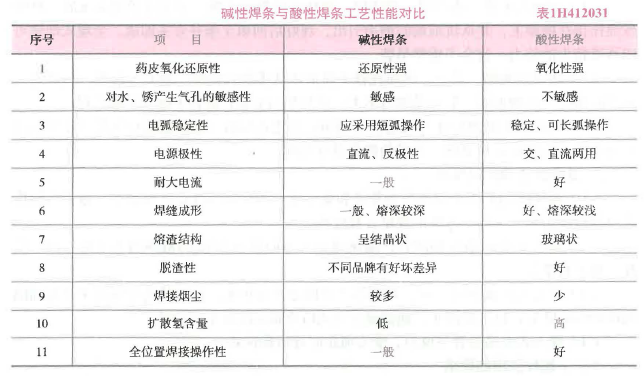
A. 用于验证拟定的焊接工艺的正确性
B. 用于验证施焊单位的能力
C. 评定报告可直接指导生产
D. 是焊接工艺卡的支持文件
E. 一个焊接工艺评定报告只是编制一份焊接工艺规程的依据
解析:解析:一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制;一个焊接工艺评定报告可用于编制多个焊接工艺规程。
A. 焊接方法
B. 焊件厚度
C. 焊接人员
D. 焊接工艺
E. 焊接材料
解析:解析:焊接用气体的选择,主要取决于焊接、切割方法。除此之外,还与被焊金属的性质、焊接接头质量要求、焊件厚度和焊接位置及工艺方法等因素有关。
A. 不锈钢
B. 铜
C. 质量要求高的低合金钢
D. 耐热合金钢
E. 有色金属
解析:解析:氮气弧焊时,用N作为保护气体,可以焊接铜和不锈钢
A. 横向收缩变形
B. 扭曲变形
C. 焊缝回转变形
D. 弯曲变形
E. 纵向收缩变形
解析:解析:1. 面内变形:可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形。2. 面外变形:可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
A. 验证施焊单位拟定焊接工艺的正确性
B. 评定施焊单位在限制条件下,焊接成合格接头的能力
C. 焊接工艺评定报告直接指导生产
D. 编制焊接工艺规程的依据
E. 一个焊接工艺评定报告可用于编制多个焊接工艺规程
解析:解析:2.焊接工艺评定作用(1)验证施焊单位能力焊接工艺评定验证施焊单位拟定焊接工艺的正确性,并评定施焊单位在限制条件下,焊接成合格接头的能力。《现场设备、工业管道焊接工程施工规范》GB50236—2011中规定:在掌握焊接材料焊接性能后,必须在工程焊接前进行焊接工艺评定。(2)编制焊接工艺规程的依据《现场设备、工业管道焊接工程施工规范》GB50236—2011中规定:工程产品施焊前,应依据焊接工艺评定报告编制焊接工艺规程,用于指导焊工施焊和焊后热处理工作,一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制;一个焊接工艺评定报告可用于编制多个焊接工艺规程。
A. 酸性焊条对铁锈产生气孔的敏感性不大
B. 酸性焊条耐大电流
C. 酸性焊条对水敏感性不大
D. 酸性焊条焊缝成形好,熔深较浅
E. 酸性焊条焊缝的焊缝合金元素多
解析:解析:
A. 在进行焊接前进行焊接工艺评定
B. 评定报告可直接指导生产
C. 一个焊接工艺评定报告可用于编制多个焊接工艺规程
D. 一个焊接工艺评定报告只可用于编制一个焊接工艺规程
E.
F.
G.
H.
I.
J.
解析:2020版教材P59 / 2019版教材P49 2.焊接工艺评定作用 (1)验证施焊单位能力 焊接工艺评定验证施焊单位拟定焊接工艺的正确性,并评定施焊单位在限制条件下,焊接成合格接头的能力。《现场设备、工业管道焊接工程施工规范》GB50236—2011中规定:在掌握焊接材料焊接性能后,必须在工程焊接前进行焊接工艺评定。 (2)编制焊接工艺规程的依据 《现场设备、工业管道焊接工程施工规范》GB50236—2011中规定:工程产品施焊前,应依据焊接工艺评定报告编制焊接工艺规程,用于指导焊工施焊和焊后热处理工作,一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制;一个焊接工艺评定报告可用于编制多个焊接工艺规程。'

