



A、 左支座辊轮至左加压辊轮之间
B、 左加压辊轮至右加压辊轮之间
C、 左支座辊轮至右加压辊轮之间
D、 左支座辊轮至右支座辊轮之间
答案:B
解析:根据题目,我们需要根据《蒸压加气混凝土性能试验方法》GB/T11969-2020的规定,确定蒸压加气混凝土抗折强度试验中试件破坏位置的合理位置。
在蒸压加气混凝土抗折强度试验中,试验机需要连续均匀加载试件,直到试件破坏。根据试验方法的规定,破坏位置应该是在左加压辊轮至右加压辊轮之间。
为了帮助你更好地理解,我们可以通过一个生动的例子来说明。想象一下,你手中拿着一根长长的木棍,你用两只手分别在木棍的两端施加力量。当你用左手向左边推动木棍,右手向右边推动木棍时,木棍会受到均匀的力量作用,直到木棍发生破坏。在这个例子中,木棍的破坏位置就是左手和右手之间。
同样地,在蒸压加气混凝土抗折强度试验中,试件也会受到均匀的力量作用,直到试件发生破坏。根据规定,破坏位置应该是在左加压辊轮至右加压辊轮之间。
综上所述,根据《蒸压加气混凝土性能试验方法》GB/T11969-2020的规定,蒸压加气混凝土抗折强度试验中,试件破坏位置合理的位置是在左加压辊轮至右加压辊轮之间,所以答案是B。


A、 左支座辊轮至左加压辊轮之间
B、 左加压辊轮至右加压辊轮之间
C、 左支座辊轮至右加压辊轮之间
D、 左支座辊轮至右支座辊轮之间
答案:B
解析:根据题目,我们需要根据《蒸压加气混凝土性能试验方法》GB/T11969-2020的规定,确定蒸压加气混凝土抗折强度试验中试件破坏位置的合理位置。
在蒸压加气混凝土抗折强度试验中,试验机需要连续均匀加载试件,直到试件破坏。根据试验方法的规定,破坏位置应该是在左加压辊轮至右加压辊轮之间。
为了帮助你更好地理解,我们可以通过一个生动的例子来说明。想象一下,你手中拿着一根长长的木棍,你用两只手分别在木棍的两端施加力量。当你用左手向左边推动木棍,右手向右边推动木棍时,木棍会受到均匀的力量作用,直到木棍发生破坏。在这个例子中,木棍的破坏位置就是左手和右手之间。
同样地,在蒸压加气混凝土抗折强度试验中,试件也会受到均匀的力量作用,直到试件发生破坏。根据规定,破坏位置应该是在左加压辊轮至右加压辊轮之间。
综上所述,根据《蒸压加气混凝土性能试验方法》GB/T11969-2020的规定,蒸压加气混凝土抗折强度试验中,试件破坏位置合理的位置是在左加压辊轮至右加压辊轮之间,所以答案是B。


A. 直径150mm,高300mm
B. 直径150mm,高150mm
C. 直径100mm,高200mm
D. 直径200mm,高400mm
解析:解析:本题考察《混凝土物理力学性能试验方法标准》GB/T50081-2019中有关抗压强度试验的圆柱体标准试件的尺寸。根据标准规定,抗压强度试验的圆柱体标准试件的尺寸为直径150mm,高300mm,因此正确答案为A。
生活中,我们可以通过类比来理解这个知识点。就像做蛋糕一样,如果我们想要测试蛋糕的强度,就需要将蛋糕做成一个标准的形状和尺寸,这样才能进行准确的测试。同样,混凝土的抗压强度试验也需要按照标准的尺寸来制作试件,以确保测试结果的准确性。
A. 2.90g
B. 2.898g
C. 2.72g
D. 2.725g
A. 1/3试件宽度
B. 1/2试件宽度
C. 2/3试件宽度
D. 不控制深度,有割口就行。
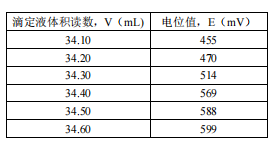
A. 34.30mL
B. 34.32mL
C. 34.53mL
D. 34.60mL
A. 正确
B. 错误
A. 正确
B. 错误
A. 1g
B. 0.1g
C. 0.01g
D. 0.001g
A. 正确
B. 错误
解析:这道题是关于土工试验方法标准中土的击实试验的内容。根据《土工试验方法标准》GB/T50123-2019,土的击实试验时,我们是以干密度为纵坐标,含水率为横坐标来绘制关系曲线的,而不是以含水率为纵坐标,干密度为横坐标。所以,答案是B,错误。
为了帮助你更好地理解这个知识点,我们可以通过一个生动的例子来说明。想象一下,你有一块湿土,你想知道当你对它施加不同的压力时,它的干密度会如何变化。你可以进行一系列的试验,每次测量土的干密度和含水率,并将它们绘制在坐标系上。然后,你会发现,随着含水率的增加,干密度会逐渐减小。这样,你就可以得到一条含水率和干密度的关系曲线,从而更好地理解土的击实性质。
A. 重复性标准偏差0.7℃
B. 重复性标准偏差3.5℃
C. 再现性标准偏差0.7℃
D. 再现性标准偏差3.5℃
A. 灼烧温度过高
B. 灼烧后试样称重时,有稍微样品落到操作台上了
C. 灼烧后试样未在干燥器中冷却
D. 灼烧时间过久
解析:根据题目,我们需要根据《水泥化学分析方法》GB/T176-2017标准来判断水泥烧失量偏低的可能原因。让我们逐个选项进行分析。
选项A:灼烧温度过高。根据标准,水泥烧失量的测定需要在一定的温度范围内进行,如果温度过高,可能会导致水泥中的挥发性成分被过度挥发,从而使烧失量结果偏低。因此,选项A是可能导致结果偏低的原因之一。
选项B:灼烧后试样称重时,有稍微样品落到操作台上了。这个选项与水泥烧失量的测定过程中的操作有关。如果在称重过程中,试样有一部分落到操作台上,那么实际称重的质量就会偏低,从而导致烧失量结果偏低。因此,选项B也是可能导致结果偏低的原因之一。
选项C:灼烧后试样未在干燥器中冷却。根据标准,灼烧后的试样需要在干燥器中冷却后再进行称重。如果试样未在干燥器中充分冷却就进行称重,试样中可能还存在一些挥发性成分,导致称重结果偏低,从而使烧失量结果偏低。因此,选项C也是可能导致结果偏低的原因之一。
选项D:灼烧时间过久。根据标准,水泥烧失量的测定需要在一定的时间范围内进行。如果灼烧时间过久,可能会导致水泥中的挥发性成分被过度挥发,从而使烧失量结果偏低。因此,选项D也是可能导致结果偏低的原因之一。
综上所述,根据《水泥化学分析方法》GB/T176-2017标准,可能导致水泥烧失量结果偏低的原因有:灼烧温度过高(选项A)、灼烧后试样称重时有稍微样品落到操作台上(选项B)、灼烧后试样未在干燥器中冷却(选项C)和灼烧时间过久(选项D)。根据题目给出的选项,我们可以得出答案为C。

